Application: Food processing – cleanroom, wet production area
Packline designed and supplied a bespoke stainless steel vacuum lifting solution for a food processing customer requiring the safe handling of powdered ingredient sacks within a new cleanroom production environment.
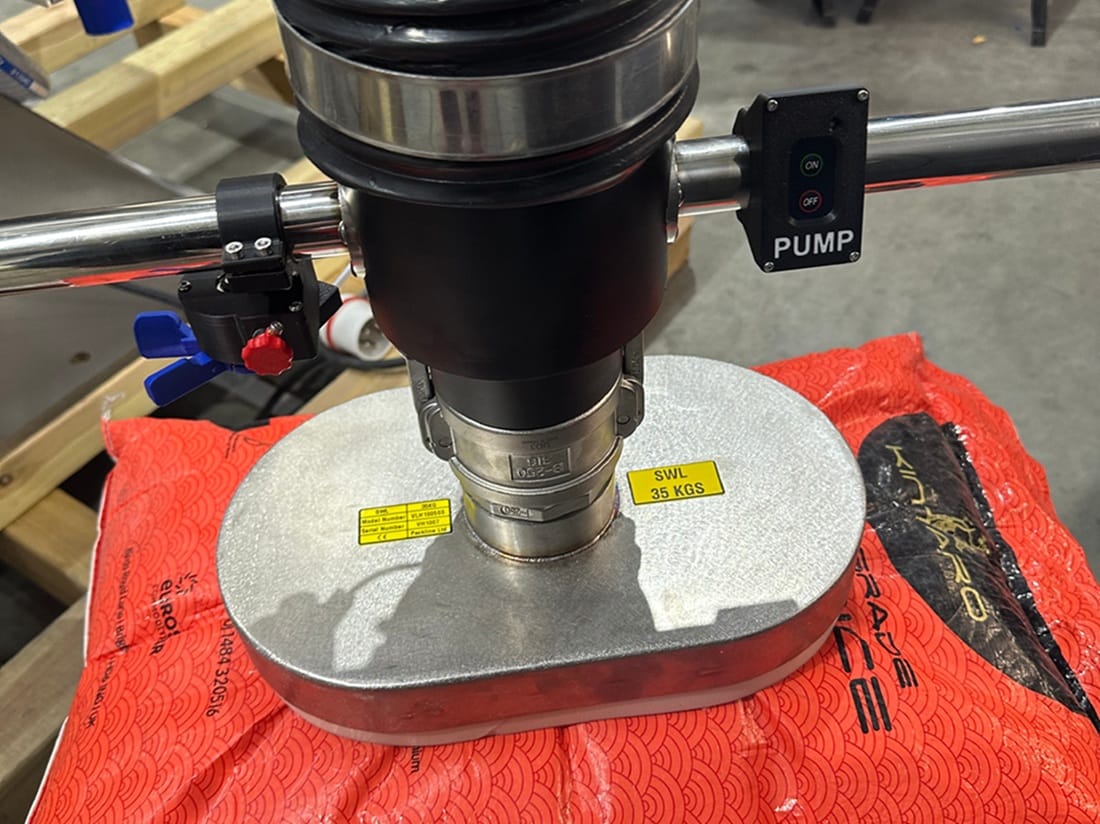
The customer needed to lift 25kg sacks from pallets located on a mezzanine floor and split the sacks to empty their contents into processing vessels, while maintaining continuous vacuum suction to ensure controlled handling and complete product discharge.
Due to the wet, hygienic nature of the production area, the equipment was required to be manufactured from stainless steel and rated to IP65, ensuring suitability for wash-down conditions and compliance with food industry hygiene standards.
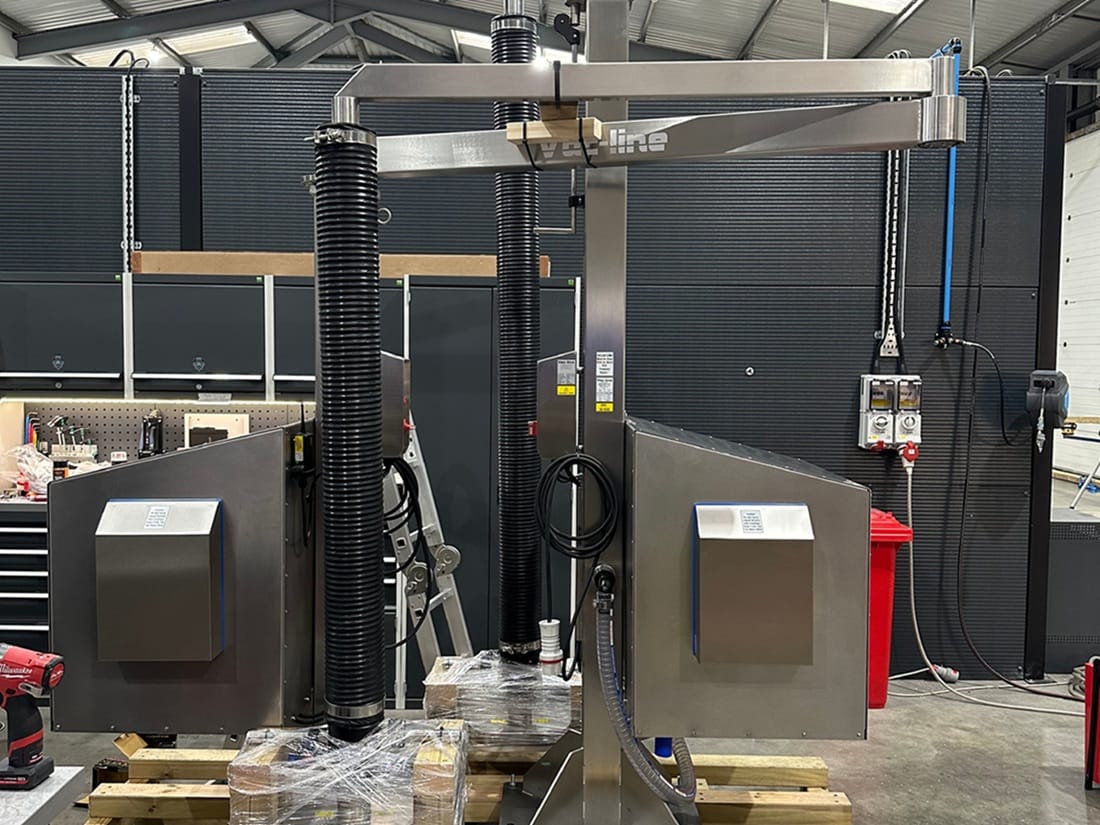
To accommodate the mezzanine floor height, Packline engineered a bespoke vacuum lifting frame with an increased column height, providing the necessary reach and lift height. Flexibility was essential, as the customer’s production layout was evolving, and Packline worked closely with the project team to adapt the design as requirements developed.
Packline’s lifting solution was a two-joint swing arm, extended-frame stainless steel vacuum lifter fitted with an IP65 protection kit. The vacuum suction head lifts the sacks from the pallet at mezzanine level and transfers them directly to the vessels, where the contents are emptied while under suction. This ensures efficient, complete emptying of the ingredients while significantly reducing manual handling and improving operator safety.